
薄膜雾度
光泽是指塑料薄膜表面镜面反射入射光的能力,表面有散射时光泽会低;
透明度则是考量塑料薄膜对入射光的散射或者吸收损失,高透明度意味着对入射光的散射或者吸收损失小;
雾度是偏离入射光2.5°角以上的透射光强占总透射光强的百分数,雾度越大意味着薄膜光泽以及透明度尤其成像度下降。
自塑料薄膜面世以来,表面光泽和透明度等光学性能便是其性能的一个重要方面,特别是在塑料薄膜应用最广泛的包装领域,高表面光泽和高透明度更是其重要指标,因此如何减弱或消除塑料薄膜雾度自塑料薄膜面世以来一直广受关注。
然而随着人们审美观念的变化,人们对包装材料表面特征呈现出了多样性要求,表面亚光(消光)包装(具高雾度低光泽)也开始大受欢迎,并且随着BOPP(双向拉伸聚丙烯)等高光泽高透明包装制品产能的饱和与市场竞争的加剧,开发亚光膜等成为这类薄膜制造企业新的利润增长点和投资热点,因此塑料薄膜雾度的影响因素和机理受到进一步关注。
影响塑料薄膜雾度的因素主要有2个大的方面:一是原料,如树脂品类、树脂本身参数及添加剂等;二是加工条件,如加工工艺不同,同一加工工艺下加工条件的不同等。
1
原料对雾度的影响
树脂因素包括树脂的种类、熔融指数(MI)树脂的相对分子质量(Mt)及其分布(MWD)、主链的规整与支化等,均通过影响树脂的结晶性或者熔体弹性最终影响薄膜雾度。
当LDPE的MI为每10min l~5 g时光泽度最好,而为0.2~0.5时消光(雾度)效果最佳。对于HDPE、LLDPE和LDPE,在相同加工条件及树脂MI都为1.0左右时,HDPE的雾度最大。MWD也会影响薄膜雾度性能,MWD宽的将导致树脂薄膜光泽降低,其原因是材料表面的不规整性增大。主链越规整和支链越少或越短会导致结晶度越高雾度越大。
2
添加剂的影响
抗粘连剂SiO2的加入会使薄膜雾度提高,这是因为小粒径的SiO2均匀的分散在树脂中,对可见光的分散能力提高。
成核剂,成核剂在树脂中易均匀分散,结晶过程充分发挥了异相结晶作用,有效增加晶核的密度,促使晶核分布均匀,导致晶粒细化,晶求尺寸变小,使薄膜表面的光散射和光反射作用减小。从而导致雾度降低,透明性显著提高。
口模间隙对LDPE的性能影响
我们常常会问吹膜的口模间隙宽窄对薄膜会有什么影响?今天我们通过实验来看看口模间隙对薄膜光学性能和撕裂强度的影响如何。
1
工艺条件
原料使用中石化北京燕山分公司的LDPE,100AC;在环境温度
25℃,口模温度165℃,吹胀比为1.6-3的条件下,得到40μm的薄膜。
2
对光学性能的影响

图1

图2
从图1可以看出当吹胀比小于2时,口模间隙窄的雾度低;而当口模间隙大于2.5时口模间隙宽的雾度低;从图2可以看出口模间隙宽的薄膜透光率始终大于口模间隙窄的。
3
对撕裂强度的影响
由图3可以看出:在吹胀比为2-3时,宽口模薄膜的横向撕裂强度比窄口模高,在吹胀比小于2.0或大于3.0时,宽口模薄膜的横向撕裂强度低于窄口模。
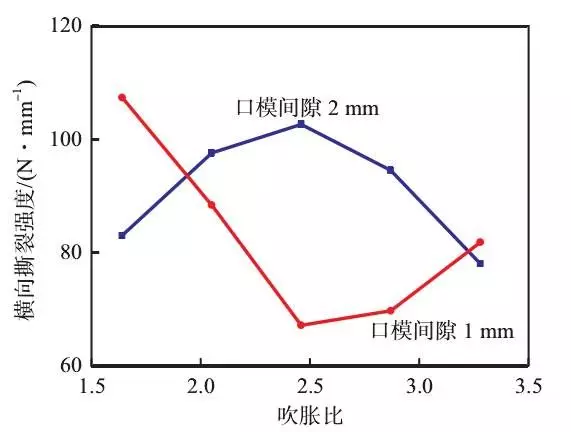
图3:横向
由图4可以看出:吹胀比小于2.5时,宽口模薄膜的纵向撕裂强度低于或基本等于窄口模,吹胀比大于2.7时,宽口模薄膜的横向和纵向撕裂强度在通常的吹膜条件下优于窄口模的薄膜。

图4:纵向
4
总结
对于 LDPE,宽口模得到的薄膜的透光性和撕裂强度在通常的吹膜条件下优于窄口模,因此,适宜采用宽口模进行吹塑。
口模间隙对LLDPE薄膜性能的影响
继上一篇口模间隙对LDPE薄膜性能的影响后,我们来看看口模间隙的宽窄对LLDPE薄膜性能又是怎样一个关系。
1
工艺条件
LLDPE粒料选用中国石油化工股份有限公司齐鲁分公司生产;在环境温度25℃,口模温度165℃,吹胀比为1.6-3的条件下,得到40μm的薄膜。比较了宽口模(2mm)和窄口模(1mm)对LLDPE薄膜光学性能和撕裂强度的影响。
2
对光学性能的影响

图5
由图5看出:在整个吹膜吹胀比变化范围内,窄口模制备的LLDPE薄膜雾度均低于宽口模薄膜。
3
对撕裂强度的影响
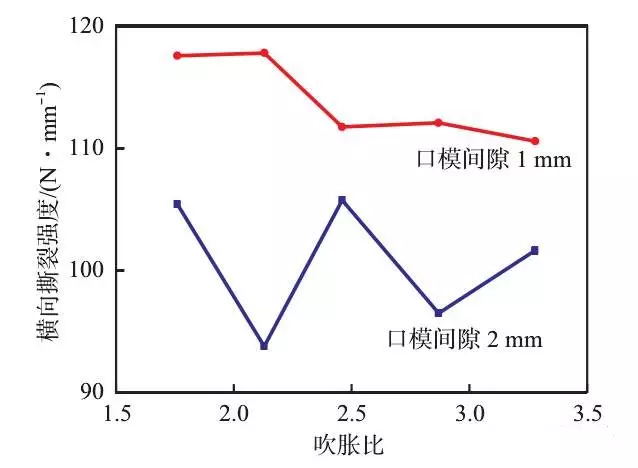
图6

图7
由图6-7看出:无论是纵向还是横向,窄口模得到的LLDPE薄膜的撕裂强度都高于宽口模薄膜。
LLDPE薄膜性能影响因素及加工条件优选
LLDPE与低密度聚乙烯(LDPE)相比,具有较高的力学性能、结晶度和熔点,但透明度较低,主要用于制作各种薄膜。本实验对LLDPE吹塑薄膜的影响因素进行了研究,并对加工条件进行了优选,以便为薄膜生产厂提供一些参考。
加工温度对薄膜物理力学性能的影响如图8-图12所示

图8:加工温度对雾度的影响
随着吹膜温度的提高,薄膜的雾度呈下降趋势,这是因为随着吹膜温度即熔体温度的提高,LLDPE分子的松弛能力增加,分子的内应力得到很好的释放,使薄膜表面更加光滑平整,从而降低了薄膜的雾度

图9:加工温度对落膘冲击的影响
薄膜的落镖冲击质量随着加工温度的提高而增加,但温度达到195℃时,落镖冲击质量有所下降。

图10:加工温度对直角撕裂强度的影响
直角撕裂强度随加工温度的提高变化不明显。

图11:加工温度对拉伸屈服强度的影响

图12:加工温度对拉伸断裂强度的影响
拉伸屈服强度和拉伸断裂强度均随温度的升高而略有下降。这是因为薄膜的强度主要受LLDPE分子取向的影响,成型温度提高,薄膜的冷却速度相对减慢,薄膜内部的微小结晶逐渐长成大球晶,从而影响分子的取向。




